SHIP MOTONS AND STRESSES
Ship Motion and Stresses from Mohammud Hanif Dewan MIMarEST, MRINA http://marinestudy.net/ship-motons-and-stresses/ship-motion-stresses/
#1 Marine Education Site
Ship Motion and Stresses from Mohammud Hanif Dewan MIMarEST, MRINA http://marinestudy.net/ship-motons-and-stresses/ship-motion-stresses/
What is purifier and why we use it on board? As the name implies, Purifier purifies fuel oil used on board. It is a machine that separates impurities from fuel oil. Impurities can be both solid and liquid/water. Why there are impurities in fuel oil? Crude oil is refined in the refinery and produces various …

Ignition quality parameters: Energy Viscosity Maximum firing pressure. 4. Injection delay 5. Ignition delay . 1. Energy comparison • The injection pump is a volumetric pump • The higher the density the more energy it contains per volume unit • The density difference between HFO and MDO is larger than the difference in net calorific value …
Diesel engine starting system https://youtu.be/MbK730usMiA Duties of crew after joining ship ME protection system Add Your Heading Text Here The Surprising Ways Microprocessors are Present In Our Everyday Lives Boiler management Liquefied natural gas (LNG) ships LNG versus Diesel Main Causes of Air Starting Line Explosion Monica candy The Virtual Reality e-learning …
INTRODUCTION: For any fire to begin, the fire tringle needs to be completed. To complete a fire tringle there must be present of a combustible material, oxygen or air to support combustion and a source of heat in proportional ratio and within the flammable limits, the reaction which causes fire or explosion becomes cyclic. Image …
INTRODUCTION: For any fire to begin, the fire tringle needs to be completed. To complete a fire tringle there must be present a combustible material, oxygen or air to support combustion and a source of heat at a temperature high enough to start combustion. Source: www.marinediesels.info In the case of scavenge fires: the combustible …
Monitoring Reporting & Verification (MRV) is a standardised method to produce an accurate CO2 emissions inventory, through the quantification of CO2 emissions. The key principles of the scheme are to generate robust results using a lean approach considering parameters which are already monitored during normal operations. It is advocated as a way of monitoring a ship’s …
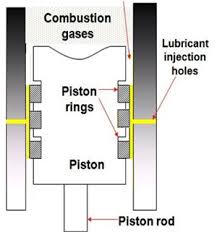
Cylinder lubrication in a low-speed main propulsion diesel engine: Cylinder lubrication For marine diesel engines operating on residual fuels containing sulphur, cylinder lubrication must generally serve the following purposes: ■ Create and maintain an oil film to prevent metal to metal contact between the cylinder liner and piston rings. ■ Neutralise sulphuric acid in order …
Image Credit: www.maersk.com The Triple E Ships can be more energy efficient and more environment friendly. Triple-E (EEE) stands for Energy efficient, Economy of scale and Environmentally improved vessel: Energy Efficiency: Triple-E ships are designed and optimised for lower speeds. The unique hull design, energy-efficient engine and system that uses exhaust gas to produce extra energy to …