CARBON STEEL ALLOYS
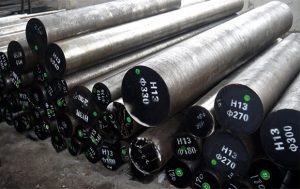
Image Credit: Taybro Alloys Stainless Steel Carbon is the most important component in commercial steel alloy. Increasing carbon content increases hardness and strength and improves hardenability. But carbon also increases brittleness and reduces weldability because of its tendency to form martensite. While there are steels that have up to 2% carbon content, they are …