
Source: MAN Diesel (MAN-B&W-K98MC)
Cylinder liner wears:
1) Normal frictional wear: Due to metal to metal contact with high surface asperities under
marginal lubrication condition.
2) Abrasive wear: Due to presence of hard foreign particles from fuel, LO, and air.
3) Corrosive wear:Due to H₂SO₄ acid attack owing to sulphur within fuel. Only 0.1% of sulphur content causes corrosive wear, like hot and cold corrosion, and the rest carried away by exhaust gas. Sulphuric acid dew point = 120΄C to 160΄C.
Hot corrosion occurs at 460 – 570΄C.
Due to HCl acid attack, because of salts in air, charge air cooler leakage,
sea water in fuel and LO.
Other related causes:
1. Unsuitable liner material.
2. Incorrect ring clearance.
3. Misalignment of piston and liner.
4. Insufficient LO or improper arrangement of cylinder lubrication.
5. Cylinder oil having too low viscosity or alkalinity.
6. Cylinder oil containing abrasive particles.
7. Using of low sulphur fuel, in conjunction with high TBN cylinder oil.
8. Improper grade of fuel, and improper combustion.
9. Improper running-in, without high cylinder oil feed rate.
10. Overloading of engine.
11. Too low scavenge air temperature, leading to dew point corrosion.
Types of wear:
Scratching: Develop in the region of ring travel, due to small particles entrapped between the bore and rings.
Scoring: Confined to the region of ring travels and may extend to the region, swept by piston. Origin is similar to scratching.
Scuffing: Develop in ring travel, on thrust side of liner, depending on lubrication efficiency, speed and loading.
Clover Leaf Pattern: Irregular, oval or elliptical pattern of longitudinal corrosive wear, at several points around liner, concentrated between lubrication orifices or the points of LO quills. It is due to incorrect cylinder oil feed rate and acidic effect of combustion products or too low TBN cylinder oil.
– In actual practice, wear never takes place concentrically, and it depends on heel and trim of the ship in service, and effective guide clearance.
– In tankers and bulk carriers, where long ballast passage are made with the trim aft, maximum wear will be in the fore and aft plane, and especially on aft side of the liner.
Wear rate:
1. Liner wear rate is high during running-in period, after which it becomes uniform within most of its service life.
2. Finally, wear rate increases rapidly as wear becomes excessive, and due to difficulties in maintaining the rings, gas tight.
3. Wear rate can be high about 0.75 mm / 1000 hrs. in large slow speed engines, using residual fuel containing 1.5% of sulphur, in excess.
4. Wear rate being lower about 0.02 mm / 1000 hrs. in medium speed engines, due to burning low sulphur fuel oil.
5. When Vanadium is added during manufacturing, wear rate significantly reduced to the range, 0.025 mm / 1000 hrs. ~ 0.5 mm / 1000 hrs.
6. Maximum allowable wear: = 0.7 % to 1.0% of original bore, for large output engine.
Wear pattern:
» Maximum wear is at upper limit of top ring travel, at the top of piston stroke.
» This reduces towards the lower end of the stroke, but will increase in way of exhaust and scavenge ports.
Reasons of maximum wear at top of the stroke:
1. Maximum gas load behind the top ring.
2. It is a hottest region.
3. Oil film viscosity is low, and liable to breakdown under high load and high temperature.
4. Abrupt change in direction of piston rings, at dead ends of reciprocating motion.
5. More liable to be attacked by acids.
Reason of maximum wear around the ports:
» Due to leakage of hot gases, past the top ring into the ports, and these gases tend to burn off oil film.
Results of proper well-run ship:
– Good liner wear rate: < 0.1 mm / 1000 hrs. after running-in period.
– Good ring wear rate: < 0.4 mm / 1000 hrs.
– Economical level of cylinder oil feed rate: < 1.0 gm/Bhp/hr. after running-in period.
Timed lubrication:
1. Lubricators of each cylinder are synchronised with engine to provide timed lubrication.
2. Cylinder oil is fed, at the time when top two piston rings pass the oil feed points, in the cylinder during piston upstroke. [4/s and 2/s Uniflow engines]
3. Loop scavenge Sulzer RND engine use accumulator system of timed lubrication.
4. Accumulator provides constant oil pressure, which is greater than scavenge air pressure, with uniform supply at every period, around TDC and BDC positions.
5. In this way, oil is delivered to quills, only when low pressure and temperature prevails on running surface of cylinder liner.
6. 8 supply points at top, and 1 point for scavenge and 1 point for exhaust ports at bottom.
Timed lubrication has little merits, because:
1. It requires very rapid injection of oil at correct time, with correct amount, and pressure.
2. It is discharging through very small bore, with long pipes to various oil feed points.
3. Having a non-return valve at the top of lubricator, hence it complicates the timed injection.
4. The hot combustion gases tend to carbonise the oil, and block the orifices.
Reduced lubrication effects:
1. Promote wear of liner and rings.
2. Over-heating of local area causes microseizure, due to lack of boundary lubrication.
3. Consequently, major damage to liner and piston.
Excess lubrication effects:
1. Fouling of ring grooves and resulting ring zone deposits.
2. Leading to breakage of piston rings.
3. Consequently, loss of gas sealing effects and blow-by follows.
4. Scavenge space fouling and scavenge fire follows.
5. Also affecting combustion process.
6. Exhaust system and turbocharger fouling.
Cracks on cylinder liner: Causes:
1. Over-tightening of cylinder cover nuts.
2. Insufficient cooling.
3. Effects of scavenge fire.
4. High difference of working temperature.
5. Increasing of hoop stress in liner, due to slack tie bolts.
6. Misalignment of worn-out liner and piston.
7. Due to thermal stresses of metal, between exhaust ports and scavenge ports.
8. Improper fitting of liner.
9. Design failure.
Removing and refitting the liner:
Before removing:
1. Immobilisation permit taken from port authority.
2. Vessel in upright position.
3. Lifting gears and tools in good working order.
4. All spares are ready.
5. Persons grouped for assigned jobs.
Removing the liner:
1. Drain CW from cylinder jacket.
2. All lubricator quills removed.
3. Cylinder cover, piston and stuffing box removed in usual way.
4. Cover the piston rod stuffing box seating with special cover.
5. If liner is to be reused, liner wear should be measured and recorded.
6. Position of liner, relative to cylinder jacket, properly marked.
7. CW outlet pieces to cylinder cover removed.
8. Attach the liner-withdrawing tool as per instruction, and tighten the upper nut until liner comes in contact with upper supporting bar [strong back bar].
9. With overhead crane and sling arrangement, liner is drawn out.
Before refitting:
1. If old liner is to be reused, clean thoroughly.
2. Landing surface of quills checked for damage and carbon deposits in oil holes cleaned.
3. Rubber sealing ring grooves, cleaned with old round file until to bare metal.
4. Surface inside jacket, coated with anti-corrosive paint, and sitting surfaces cleaned.
5. Sharp edges inside jacket, chamfered slightly to prevent cutting rubber sealing rings.
6. If new liner is to be fitted, gauged before fitting.
7. New liner is to be lowered down into position, without sealing rings fitted, to ensure it is correct size. Liner should not only drop freely by its own weight, but there should be slight radial clearance between liner and jacket to allow for expansion.
8. Radial clearance at lower end, ≮ 0.2 mm for 750 mm bore liner.
9. Radial clearance at top, ≮ 0.001 mm / mm of liner bore.
10. Rubber sealing rings should grip firmly around liner, and a 10% stretch would be adequate.
11. If there is no original reference mark on liner, quills should be fitted and mark the correct position of liner relative to cylinder jacket.
12. Remove the liner again and sealing rings fitted.
Refitting the liner:
1. Soft soap or similar lubricant to be applied to rubber sealing rings for easy fitting.
2. Fit in correct position as per instruction.
3. New liner re-gauged after final landing to check any distortion and recorded.
4. Refit quills and test lubrication. All parts refitted in usual way.
5. Fill cylinder jacket and check water-tightness under pressure.
Running-in: During the first 10 ~ 20 hours:
1. Cylinder oil feed rate at maximum.
2. Engine load reduced.
3. Reduce oil feed rate to normal and increase the load stepwise.
4. Liner checked from inspection door and scavenge space, at first opportunity.
Safety devices on Cylinder Cover
1. Indicator cock.
2. Cylinder head relief valve. [Setting 20 ~30% above normal working pressure.]
3. Safety Cap.
4. Flame Trap.
5. Exhaust gas thermometer.
Fuel Valve:
Injector: Requirements:
1. Spray must be in atomised state, at all times, regardless of engine speed.
2. Pressure should be set at required value. [Too high – late injection: Too low – early injection].
3. Valve seat should not pass more than stated quantity of fuel, when testing, for a given period of time.
4. Valve lift should not be excessive. [Excessive valve lift can cause hammer action to valve seat, leading to permanent damage.]
5. There should be sufficient leak-off for lubrication.
6. Should be snap-seated and no dribbling.
Excessive Atomisation:
1. Smaller oil particles have insufficient KE, to go through combustion chamber.
2. Dense compressed air has high resistance to the motion of oil particles.
3. Smaller particles tend to cluster around injector tip, and oxygen-starved during combustion.
4. Can cause after-burning.
Insufficient Atomisation:
1. Oil particles become larger and will have more KE and travel further into combustion chamber, and some may rest on cylinder liner and piston crown.
2. Carbon built-up around the top of cylinder and piston crown.
3. Lower rate of combustion and after burning.
Low Penetration:
1. Less intimate mixing of air and fuel particles in combustion chamber.
2. Fuel cluster around injector tip causing after burning.
High Penetration:
1. Fuel particles travel further into the combustion chamber and some may rest on the cylinder liner and piston crown.
2. Lower rate of combustion and after burning.
Needle Scores:
Causes:
1. Due to excessive valve lift. Normal valve lift is about 1.00mm.
2. Catfines carried over from purifier and filters can cause abrasion, and needle scores.
Effects:
1. Due to needle score, fuel leakage across the seat will occur during the cut-off period. (Originally, the angle of needle valve and its seat is cut in difference of about
1°~ 2° to achieve point contact, thus preventing dribbling.)
2. Carbon formation at nozzle tip interferes the spray pattern causing poor combustion, high exhaust temperature, and increased fuel consumption.
3. In excessive case, surface burning of piston crown, too much carbon deposits in combustion space will occur.
Leak-off of a fuel valve:
1. Amount of fuel oil, which seep past the needle valve and nozzle body and it is used for lubrication.
2. Little Leak- off may seize needle in nozzle body.
3. Too high Leak-off reduce quantity of atomised fuel into combustion chamber.
Overspeed Governor:
1. Speed of ME is primarily controlled by fuel lever setting.
2. Fuel lever controls fuel pump settings, which in turn control the amount of
fuel injected / working cycle, into cylinder.
3. Speed of engine would remains constant for any fuel lever setting, provided the load on engine did not change.
4. Overspeed Governor is fitted to ME, in order to keep engine speed within reasonable limits, in the events of load change, like in heavy weather, propeller shaft fractured or propeller is lost.
5. Governor is connected with fuel pumps or fuel pump suction valves.
6. When the speed of engine rises, governor reduces quantity of fuel injected, and when the speed returns to normal, it restores the fuel pumps to the setting given by fuel lever.
7. Overspeed governor operates within ME speed limits of 5 ~ 10% below and 10% above normal speed.
8. Hand adjusting gear is fitted, so that governor setting can be altered, while engine is running.
Three types of Overspeed Governor:
1. Inertia Type. (Fitted on older slow speed engine)
2. Centrifugal mechanical Type [with spring-loaded sleeves and flyweights].
3. Mechanical hydraulic Type.
Sensitivity: Ability to control the engine speed, within narrow limits.
Stability: Governor is stable, when there is only one radius of rotation of flywheel for
each speed, at which governor operates within the speed range.
Droop: Reduction or change in speed, which occurs from no-load to full load,
is ‘governor droop’.
Hunting: When engine load changed, governor tends to over-control and under-control,
and this causes fluctuation in rotational speed, which is referred to as ‘hunting’.
Overspeed Trip:
1. Overspeed trip is fitted on engine, where governor may not be safe.
2. Its function is to shut-off fuel supply and stop the engine, when engine speed rises to dangerous level.
3. It protects the engine, when governor becomes inoperative, or shaft fractured or propeller is lost.
4. Mechanism has to be manually reset, before engine can be started again.
Trunk engine piston seizure:
Causes:
1. Blocked coolant supply to piston.
2. Overheating of the unit.
3. Exhaust valve damaged.
4. Rings damaged.
Burning away of piston crown:
Causes:
1. Piston’s inside cooling gallery, fouled with deposits.
2. Incorrect spray angle of fuel valve.
3. Injection viscosity too high.
4. Fuel containing excess amount of water. [Maintain separation temperature 98°C and minimum throughput.]
Corrosion of crank pin:
Causes:
1. L.O. contaminated with SW or FW, due to leakage. [ When combustion products, SO₂, enter crankcase, through blow pass ( trunk type) or defective diaphragm (crosshead type), they react with water and form H₂SO₄ and attack crankshaft.]
2. By galvanic action, when crankcase LO is contaminated with SW.
3. Faulty purification system cause LO contaminated with FW.
4. Piston cooling system, leaking into crankcase.
White metal bearing failure:
Causes:
1. Edge carrying wear [Due to out of true of bearing bore, or deviation from journal geometry]
2. Striations wear [Striation and embedding of foreign particles on running surfaces.]
3. Overheating of layer [Due to lack of lubrication and contamination of LO.]
4. Erosion wears [Some abrasive particles carried along with LO.]
5. Electro erosion [If crankshaft is inadequately grounded.]
6. Corrosion [Contamination of LO with SW.]
Broken piston ring:
Causes:
1. Insufficient ring and groove clearance [Vertical clearance: 0.4 mm for top ring: 0.2 mm for lower rings.]
2. Insufficient ring gap. [Butt clearance: 0.5% of cylinder bore, for moderate rating and 1.0% for higher rating. Over 500 mm bore.]
3. Excessive liner wears.
4. Excessive relieving at ring edge. [Oil wedge action cannot be attained.]
5. Insufficient lubrication.
6. Excessive lubrication. [Excessive ring zone deposits and fouling of grooves and microseizure may occur.]
7. Improper ring material.
8. Misalignment of piston.
9. Improper fitting.
10. After burning.
Indicator Diagrams:
Taken at every month and every major O/H.
Power card: In phase with piston movement, with fuel on, to determine:
IP (Indicated Power)
Pmax (Between Atmospheric line and highest point)
Operational faults.
Draw card: 90° out of phase with piston movement, with fuel on, to determine:
Pmax
Pcom (more accurately)
Nature of expansion curve.
To evaluate injection, ignition delay, fuel quality, combustion, loss of
compression, expansion process, fuel pump timing, and after-burning.
Compression card: In phase and fuel cut-off, to determine:
Compression pressure
Cylinder tightness.
Light spring : In phase, using light spring, with fuel on, to determine:
Pressure variation during Exhausting and Scavenging periods.
How to maintain good Performance:
1. Maintain good power output per cylinder.
2. Take Power Card, to check Power Output / Cylinder.
3. Take Compression Card, to check for cylinder tightness.
4. Check ratio of Absolute Compression Pressure to Absolute Scavenging Pressure.
5. If the ratio is same as that during Sea Trial, Piston rings and exhaust valves are sufficiently tight. (With B&W engine, this ratio is about 30.)
6. If Absolute Pressure Ratio is less, check for cylinder tightness, charge air cooler,
scavenge air ports, scavenge valves, piston rings, exhaust valves, TC, etc.
7. Light Spring Diagram is taken if necessary.
8. Check Exhaust Temperatures, exhaust smoke, Load Indicator and engine running parameters.
9. Check fuel, CLO & LO consumption.
10. Regular maintenance works and repairs.
Absolute Pressure = Gauge Pressure (of Manometer) + Atmospheric Pressure (15 psi or 30″ Mercury)
If Compression Pressure is low:
1. Carry out Unit O/H and renew liner, piston and rings.
2. TC checked, clean and overhauled, to have efficient operation.
3. Check Scavenge air line, charge air cooler, for insufficient scavenge air condition.
4. Check Inlet and Exhaust valves may be leaking.
5. Clean Scavenge Ports, Scavenge Valves, if 2/S engine.
Early combustion:
Causes:
1. Cetane no: of fuel higher than normal.
2. Fuel pump plunger set too high.
3. Incorrect adjustment of fuel cam on camshaft. Fuel valve ē low-pressure setting.
Effects:
1. High Pmax.
2. Low expansion line.
3. Less S.F.O.C.
4. Low exhaust temperature.
5. Heavy shock load to bearings.
6. Knocking.
Late combustion:
Causes:
1. Cetane no. of fuel lower than normal.
2. Plunger set too low.
3. Incorrect adjustment of fuel cam on camshaft.
4. Leaky fuel valves or high-pressure setting.
Effects:
1. Loss of power.
2. High expansion line.
3. Increased S.F.O.C.
4. High exhaust temperature.
5. Overheating
6. Lubrication difficulty.
Cetane Number:
1. A measure of ignition quality of fuel.
2. The higher the Cetane Number the shorter the time between fuel injection and rapid combustion.
3. The higher the Cetane No. the better the ignition quality.
4. Considered as poor fuel, if C 37 . Usual range is 30 – 45.
High Cetane no: Effects:
1. Shorter delay period
2. Early combustion
3. Increased power
4. Knocking
Low Cetane no: Effects:
1. Longer delay period
2. Late combustion
3. Decreased power
4. After burning
5. High exhaust temperature and smoke.
Diesel Knock:
– Violent knocks produced by high rate of pressure rise, RPR, during combustion, as delay period is longer than normal.
Causes:
1. Too low working temperature.
2. Cold start.
3. Too early fuel injection.
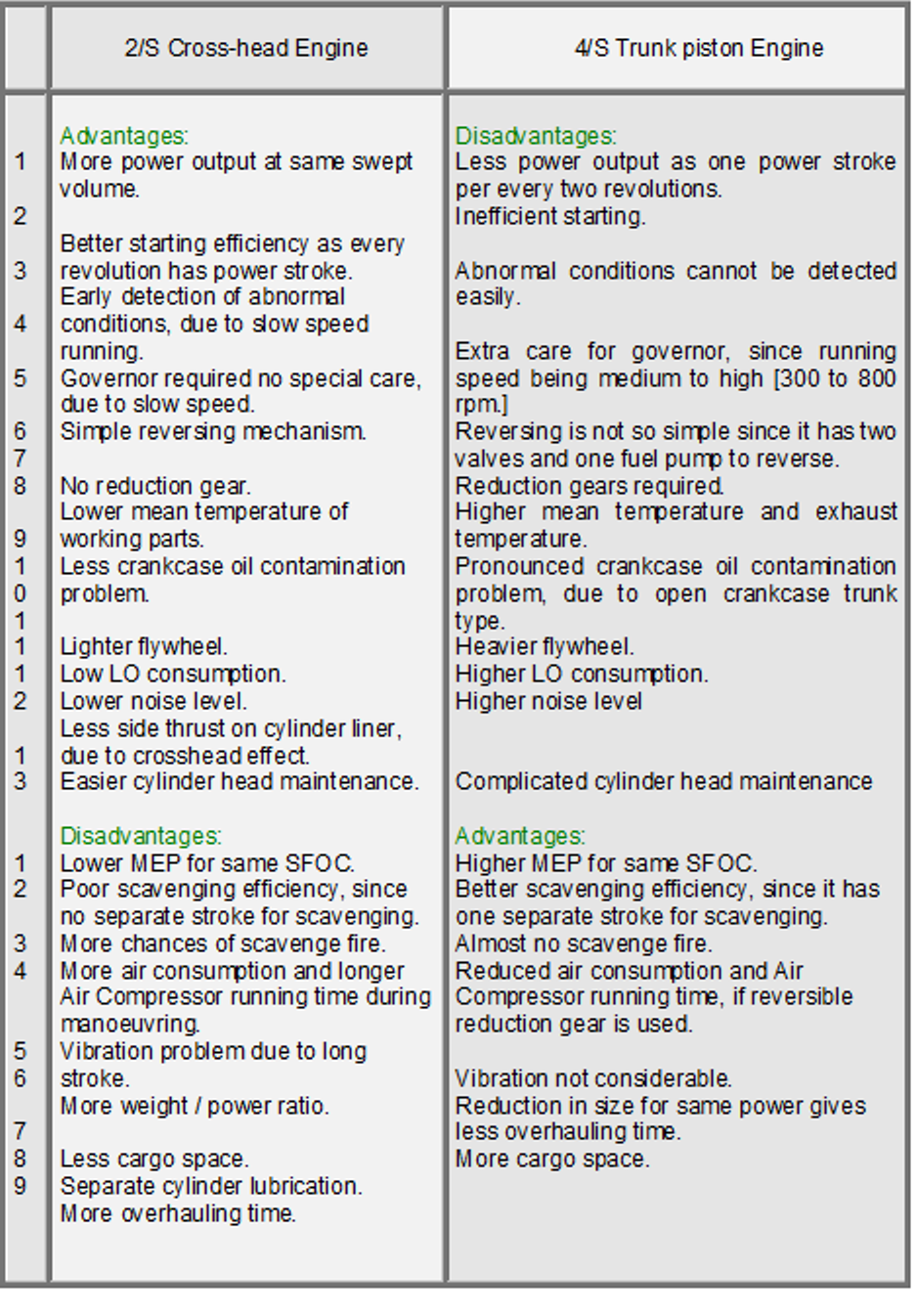
2 Stroke Crosshead Type and 4 Stroke Trunk Engine Comparison:
Crash Stop or Crash Manoeuvring:
1. Emergency reversing of engine when ship speed is high.
2. After fuel is cut off, engine revolution is waited until reversible rpm is reached.
3. Shift reversing lever to Astern position.
4. When engine rpm drops to about 45 rpm, at least one impulsive application of starting air must be applied.
5. Then engine can be started in Astern direction, as usual way.
Super Long Stroke Engine:
Advantages:
1. Increased stroke / bore ratio: 3:1
2. Reduced SFOC about 6 %.
3. Improved propeller efficiency about 2 %.
4. Simple liner construction, and low cost.
5. Thin walled liner and improved jacket cooling efficiency.
6. Simple cooling water sealing.
7. No temperature gradients across scavenge ports and exhaust valve.
8. Shorter piston skirt.
9. With uniflow scavenging, improved scavenge efficiency.
First Start Arrangement:
Emergency Air Compressor is:
a) Battery started b) Hand crank type
Note: [ If prime mover is motor, it is associated with Emergency Generator and not a first start arrangement]
1. Emergency air bottle is filled by Emergency hand air compressor.
2. During this time, one of the generators should be standing-by such as priming the LO, fuel oil, turning the flywheel, etc.
3. Start this generator and check running condition. If satisfactory, close the Main Circuit Breaker of concerned Switchboard.
4. Run cooling service pump for generator.
5. Run main Air Compressor and fill-up Air Reservoir.
6. Prepare the remaining generator, and start, equalised and load-shared.
7. Auxiliary boiler should be started.
8. ME warmed-up for operation.
Why Centrifugal Pump is used in JCW system?
1. Continuous flow.
2. Larger volume of water can be circulated.
3. Driving power can be AC or DC.
4. Self-priming obtained from Header Tank.
Standard Spares:
– Spares of the machinery, which must be provided onboard by Class Requirement.
– For ME, one unit spare, 6 links of chain for chain-drive engine, one complete set of gears for gear-drive engine, one set of thrust pad for each side.
– For AE, spares for half of the total units.
Ship Trial Results:
- It is important for future reference.
- When the ship is on maiden voyage, speeds, load, SFOC, etc. should be compared with ship trial results and any deviation must be claimed.
Log Book:
- Log Book is a lawful and valuable record book.
- All entries are to be made accurately.
- All records are required for troubleshooting and preventive maintenance.
- They form part of an insurance claim.
Log Book is inspected:
- To determine conditions of ME and Auxiliary machinery performances.
- To know ROB of fuel oil and LO.
- To know running hours of main and auxiliary machinery.
- To check records concerning with SOLAS and MARPOL requirements.
Pyrometer:
1. An instrument used to measure temperature, higher than that can be measured by thermometers.
2. Platinum resistance thermometer, makes use of increased resistance of platinum wire, when rise in temperature. [ Used up to 600°C ].
3. Pyrometers’ temperature range: 600°C to 1500°C.
Thermometer:
1. Liquid in glass.
2. Liquid in metal.
3. Electrical thermometer.
4. Bi-metal strip.
Liquid in glass:
1. Thin walled glass bulb and capillary tube, completely filled with Mercury (boiling point 357°C at atmospheric pressure), at high temperature, to exclude the air.
2. The space above Mercury is filled with high pressure CO₂ gas, to extend the temperature range to about 550°C.
Mercury: Thermometer range: – 37°C to + 510°C
Alcohol: Thermometer range: – 79°C to + 71°C
Manometer:
1. Used for measuring of very small pressure.
2. Simplest form is glass ‘U’ tube containing water, and one end is open to atmosphere while other end is connected to the medium to be measured.
3. Difference in height of water records gauge pressure of medium.
{ Absolute Pressure = Gauge Pressure + Atmospheric Pressure }
Barometer:
1. Instrument for measuring atmospheric pressure.
2. As the pressure is around 15 psi Mercury fluid is used.
3. Approximately 1 psi = 2″ column of Mercury, hence 15 psi = 30″ Mercury
( Average Atmospheric Pressure).
4. One end of the tube is sealed and vacuum, and other end is open to atmosphere.
Pneumercator tank gauge:
1. Operates on ‘U’ tube principle.
2. Difference in head pressures between oil in tank and equal column of air, is transmitted by air pressure to mercury Manometer, which is graduated to read tons of oil in tank.
3. Fitted in tanks, which are not convenient to use gauge glass or sounding tape.
Compound Gauge:
1. Designed to register either vacuum or pressure.
2. Used on suction side of refrigerating plant and on evaporator.
CO₂ Recorder:
1. Electrical (type) recorder operates on Whetstone Bridge principle.
2. Two resistance on opposite sides of the Bridge are exposed to Exhaust Gases.
3. In the gas line between these two resistance is a container filled with CO₂ absorbing chemical, Caustic Potash.
4. First resistance is in contact with normal exhaust gas with CO₂ content, and after absorber, second resistance is in contact with exhaust gas without CO₂.
5. The Bridge is now unbalanced due to difference in thermal conductivity, set up by gases with and without CO₂.
6. Galvanometer is calibrated in CO₂ %.
Materials of major parts:
1. Cylinder head Chrome molybdenum steel.
2. Cylinder liner Vanadium cast iron.
3. Piston ring Chromium nickel alloys.
4. Piston Chrome molybdenum steel / Silicon Aluminium Alloy (Pielstick)
5. Piston rod Forged steel.
6. Crosshead pin Highly polished, flame hardened forged steel.
7. Bearings Thin walled bearing of tri-layer, steel backing lined with
copper-lead interlayer and lead-tin overlay.
8. Crankshaft Cast steel (cast in nodular iron).
9. Bed plate Fabricated steel / Cast steel.
10. Frame Cast steel, Fabricated mild steel.
Hanging-up an engine unit:
Circumstances in which it would be necessary to hang-up an engine unit, are:
1. Piston is seized and no spare, and if serious grooving were found on cylinder liner.
2. Cylinder liner is damaged and no spare onboard.
3. The ship is cruising in heavy sea and changing the liner is a risky problem.
4. Engine cannot be operated without removing the piston; even the defective cylinder has been cut-off.
5. Cross head bearing or bottom end bearing or guide shoe damaged and no spare.
6. Push rod and rocker arm damaged and no spare.
7. It is impossible to continue long navigation with the engine unbalanced and severe vibration due to one unit cut-off.
8. It is necessary to enter the nearest port ( port of refuge ) for repair.
Hanging-up procedure: ( Mitsubishi UEC 52 HA )
1. Cylinder cover is removed, piston is drawn out with stuffing box.
2. Blind cover is fitted to oil outlet, on top of cross-head pin.
3. Blind flange is fitted to piston rod stuffing box seating.
4. Push rod and exhaust valve driving gear removed and blank plate fitted.
5. Blind plug fitted at lubricating pipe for exhaust valve driving gear.
6. Starting air branch pipe for corresponding unit, removed at cylinder cover and blank flange fitted.
7. Plugged the starting air control valve outlet of corresponding unit.
8. Then the cylinder cover is reinstalled in regular manner.
9. Fuel injection pump of concerning unit, cut-off and shut the fuel inlet and return valves.
10. Cylinder feed rate is adjusted to zero to that unit by means of adjusting knob.
Precautions:
1. For easy starting, one of the undamaged pistons, placed at TDC by means of turning gear.
2. Severe vibration may occur within the operating range, thus appropriate engine speed should be decided by observing engine condition.
3. Pmax and exhaust gas temperatures, not to exceed the limited values at MCR.
Port of refuge:
A port to where a vessel sails in order to seek a safe place, for necessary repair, when a vessel suffers from stresses of weather or other unforeseen hazards of the sea, to its cargo or hull, or machinery.
Critical Speed: When engine is revolving at such a speed, when working stroke of the various pistons synchronises with one of the natural frequency of crankshaft, that speed is called Critical Speed. It can cause resonance condition and severe vibration.
Economy Speed: It is a speed within the range of maker’s recommended speeds, which is reasonable and effective with less specific fuel oil consumption.
Maximum continuous rating, MCR: Practical limit of diesel engine output, which is to be run continuously. (Practical output limit of diesel engine, for continuous operation).
Continuous service rating, CSR: Power output of an engine, which will be obtained during normal sea service condition, on a continuous basic.
Barr Speed: A few revolutions before and after critical speed, where it is unsafe for continuous operation of an engine due to severe vibration. [74 ~ 96 rpm]
Scavenging:
- Process of exchanging the gases in cylinder, after expansion, with a fresh air charge.
- In general Scavenge period has 3 phases:
1) Exhausting begins, when Exhaust valve or ports are opened.
2) Scavenging begins, when Scavenge ports are opened.
3) Recharging.
[ It is required that: 14.4 lb. of fresh air / lb. of fuel burnt.]
Method of Scavenging:
1. Uniflow Scavenging
2. Loop Flow Scavenging
3. Cross Flow Scavenging
Uniflow Principle:
1. Air enters cylinder through the ports, located at underside of cylinder.
2. Ports are arranged tangential to one another, and ensure controlled and predetermined scavenge air swirl.
3. Exhaust gases leave through centrally located exhaust valve, at upper end of cylinder.
4. Inflowing scavenge air swirl acts like ‘piston’ of fresh air, scavenging and refilling the cylinder with fresh air.
5. Used in Sulzer RT, B&W, Mitsubishi UE and Doxford engines.
It is the best scavenging method:
a. Scavenging Efficiency of Uniflow above 90%
Loop flow 80 ~ 90%
Cross flow 75 ~ 80%
b. Low cylinder liner wear
c. Low flow resistance
d. Low heat load
e. Effective fuel distribution
f. Safe low load operation.
Disadvantages:
a. Some fresh air charge is lost in exhaust gas, during overlapping time of exhaust valve opening.
b. Additional driving gear for exhaust valve required.
Pulse pressure system:
1. Makes full use of high pressure and temperature of exhaust gases during blow down period.
2. Exhaust gases leave the cylinders at high velocity, as pressure energy is effectively converted to kinetic energy to create pressure pulse in exhaust pipe.
3. Exhaust pipe, so constructed in small diameter, is quickly pressurised and boosted up to form pressure pulse or wave.
4. Pressure waves reach to turbine nozzles and further expansion takes place.
TC arrangement:
1. Interference exists between exhausting and scavenging among cylinders.
2. To prevent this, cylinders are grouped relatively with connections to two or more exhaust pipes.
3. Pipes are arranged, in small diameter to boost up pressure pulse and in short, straight length to prevent energy loss.
4. Number of exhaust branch depends upon firing order, no: of cylinders and TC design.
Advantages:
1. High available energy at turbine.
2. Good engine performance at low speed and part load.
[ Still efficient when Bmep is < 8 bar]
3. Good TC acceleration.
4. Good response to any load change.
5. Required no scavenge assistance at any load change.
Constant pressure system:
1. Exhaust gases enter into large common manifold, where pulse energy is largely lost, because receiver tends to dampen out the pulse.
2. But gas flow will be steady rather than intermittent, and at constant pressure.
TC arrangement:
1. No exhaust grouping.
2. Exhaust gases enter into large common manifold and then to turbine.
3. Firing order not considered.
Advantages:
1. High turbine efficiency due to steady flow.
2. Good engine performance at high load. [ Efficient when Bmep is above 8 bar.]
3. No exhaust grouping.
4. Reduction in SFOC of 5% – 7%.
Under piston pressure:
1. It is a type of constant pressure charging system.
2. Air charged by T/C is passed through CAC into first stage manifold, and then through non-return valves into second stage and under piston space.
3. In down stroke, piston underside compress further the scavenge air.
4. Differential pressure shuts the inlet non-return valves as scavenge ports are uncovered, and a pulse effect is given to cylinder.
Advantages:
1. Assist tangential swirl and ensure complete evacuation of remaining exhaust gas.
2. No auxiliary blower may be required, during manoeuvring.
Turbocharger cutting-off procedures:
- When it is necessary to cut-off T/C due to heavy vibration, bearing failure, etc. cutting procedure should be done as per engine maker’s instruction.
- Cutting-off operation depends on number of T/C installed and number of T/C damaged.
- Following procedures are in accordance with Sulzer RT engine practice:
Case I: Failure of one T/C, with Exhaust by-pass piping:
1. Lock rotor as per T/C manual.
2. Remove blank flange in by-pass exhaust piping.
3. Open covers of scavenge air trunk.
4. Auxiliary blowers must be running during operation.
5. If casing is cracked, stop T/C cooling.
6. If T/C is supplied with external lubrication, shut L.O. supply.
Output 25%: RPM 60% at MCR.
Case II: Failure of one T/C, of two T/C engine:
1. Lock rotor of damaged T/C.
2. Remove expansion joints of both exhaust inlet and air outlet of damaged T/C, and put blank flanges.
3. If casing is cracked, stop T/C cooling.
4. If T/C is supplied with external lubrication shut L.O. supply.
Output 50%: RPM 80% : Running T/C rpm must not exceed normal rpm:
Case III: Failure of all T/C of an engine, without Exhaust by-pass piping:
1. Lock rotors of all T/Cs.
2. Open all covers of scavenge air trunk.
3. Auxiliary blowers must be running during operation.
4. If casing is cracked, stop T/C cooling.
5. If T/C is supplied with external lubrication shut L.O. supply.
Output 15%: RPM 50%:
Turbocharger Washing:
1. In Slow Speed Large Output Engines, running on HFO, only Turbine Side Cleaning is necessary, owing to poor quality fuel (but some engines use Compressor cleaning.)
2. In Medium Speed Engines, running on Distillate Fuel, Turbine Side Cleaning is not essential but Compressor Side Cleaning must be done daily, under full steaming condition.
Purpose:
1. To ensure efficient running of TC.
2. To prevent Compressor and Turbine from deposits.
3. Carried out periodically at 250 ~ 1000 Running Hours, depending on running condition.
Blower side Washing:
1. Cleaning effects by mechanical breakaway of deposits, when small drops of water strike the surface.
2. ME at normal full load speed.
3. Fixed quantity of FW is injected into air stream by compressed air, before compressor.
4. Fixed quantity used depends upon blower size, to prevent water ingress into engine.
5. Open air cooler drain and scavenge drains.
Turbine side Washing:
1. Cleaning effects by mechanical breakaway of deposits, when small drops of water strike the surface.
2. Normally carried out when the sea is calm.
3. ME speed to be reduced, with permission from Bridge.
4. Reduce ME speed avoiding critical speed.
5. Exhaust gas temperature at turbine inlet < 300°C: TC speed ≈ 2000 rpm.
6. Warm FW is supplied slowly, and pressure depends on exhaust gas temperature and volume, not to vaporise all the water.
7. Open TC casing drain and can be stopped, when clean water comes out.
8. After washing TC kept running at same reduced speed for 3 ~ 5 minutes until all parts are dry.
9. Then increase ME rpm slowly, to normal rpm.
Cereal Grains or Activated Charcoal Particles Cleaning of Turbine: [Dry Cleaning]
1. Turbine side cleaning is superseded by Coconut Charcoal particles, with grain size
of 12 to 34 mesh.
2. No speed reduction required and cleaning can be done at full speed, once every 240 hours
3. Compressed air of (3 – 5 bars) is used to help the grains strike the deposited Turbine Blades and Nozzles, giving effective cleaning of hard particles.
4. Air supply pipe is fitted to solid grain container, and grains are injected into Exhaust System by air pressure, at the same point (as in Water washing) just after Exhaust Grids.
5. Turbine casing drain kept open during cleaning time of (about 2 minutes only), until drains become clear.
Advantages of Solid Cleaning:
1. No reduction in RPM, thus no effect on scheduled voyage.
2. No water required, thus no corrosion and thermal stresses.
3. Cleaning time, shortened to about 2 minutes only.
4. Charcoal does not wear down the Turbine Blades.
5. Combustion residues and hard particles, effectively removed.
Turbocharger surging:
1. Pumping of air back to compressor, due to sudden pressure drop in compressor, below delivery pressure.
2. Prolonged surging may cause damage to compressor, thus engine speed should be lowered down until surging vanished.
3. Then faults corrected before running again full speed.
Causes:
1. One or two cylinders stop firing.
2. Faulty fuel pump or fuel valve.
3. Scavenge fire or exhaust trunk fire.
4. Sudden load change, when pitching in bad weather.
5. Dirty nozzle rings, turbine blades, impeller blades.
6. Weight loss of turbine blades due to impingement attack by Catfines.
7. Dirty blower air suction filter.
8. Incorrect matching of T/C to engine.
TC Over-run:
Causes:
1. Happened in constant pressure turbo-charged engine.
2. Caused due to fire and/or detonation of scavenge space.
3. Exhaust trunk fire due to accumulation of leaked or excess LO and unburned fuel.
Effects:
1. TC bearings, casing damaged.
2. ER fire.
Prevention:
1. Scavenge space regular cleaning.
2. Exhaust gas pipe regular cleaning.
3. Maintain complete combustion of fuel.
4. Liner, piston and rings, fuel valves, cylinder lubrication, maintained in good order.
5. Avoid operating ME under reduced load for long term.
Turbocharger Overhauling: [VTR 161, 201, 251, 321]
1. Drain bearing LO.
2. Remove bearing cover, oil suction pipe, as per Maker’s Instruction.
3. Take ‘K’ value, and compare the value with stamped one on bearing cover.
4. Take out locknuts (hexagonal screws), lubricating disc, and bearings from both sides.
After removing Rotor shaft:
1. Decarbonize Turbine and Blower blades, and check the blade condition.
2. Check Labyrinth seals.
3. Check bearing clearances: 0.2 ~ 0.3 mm for Axial: 0.15 ~ 0.2 mm for Radial:
4. Check Nozzle Ring condition.
After refitting Rotor assembly:
1. Push Rotor from Turbine side to Blower side, and measure ‘K₁’ at Blower side.
[‘L’ = 0, at this time]
2. Push Rotor from Blower side to Turbine side, and measure ‘K₂’ at Blower side.
[‘M’ = 0, at this time]
After adjusting Rotor’s smooth optimum rotation:
1. Secure the locknut (hexagonal screw) of Blower side bearing.
2. Measure ‘K’ value at Blower end. [By Depth Micrometer or Calliper and Straight Edge].
3. Calculate ‘L’ and ‘M’ values.
[L = K – K₁] and [M = K₂ – K] and compare them with actual values.
Safety Devices in Machinery Space:
Safety devices on ME:
1. Crosshead bearing temperature sensor and alarm. (Slow down)
2. Main bearing temperature sensor and alarm. (Slow down)
3. LO return line temperature sensor and alarm. (Slow down)
4. Oil mist detector, for crankcase. (ME stopped)
5. Scavenge air temperature sensor and alarm. (Slow down)
6. High exhaust temperature sensor and alarm. (Slow down)
7. High FW temperature sensor and alarm. ( Slow down / ME stopped)
8. Low LO pressure alarm. (Slow down)
9. Low FW pressure alarm. (Slow down)
10. Turning Gear interlock.
11. Overspeed trip.
12. Emergency Manual Stop.
13. Micro computerised Safety Panel for Auto Slow down and Shut down arrangements.
14. Relief Valves on:
a) Cylinder head.
b) Scavenge trunk
c) Crankcase
d) Fuel pump and system
e) Start air line
15. Cylinder Lubricator failure alarm and Cylinder oil no-flow alarm.
Safety devices on Electrical Heaters: FO, LO.
1. HT cut-out switch, which switch off the supply.
2. Temperature sensor and auto switching device.
Safety devices on AC Main Switchboard:
1. Over current relay.
2. Reverse power relay
3. Short circuit relay
4. Preferential trip.
Windlass safety devices:
1. Overload [thermal switch]
2. Over speed trip
3. Slipping clutch.
Winches brake adjustment: Adjust the distance between friction plate and pressure plate.
Lifeboat safety devices:
1. Limit Switch [while lifting]
2. Centrifugal Brake [while lowering]
Safety devices on Steering Gear:
1. Low oil level alarms on each power unit reservoir tanks.
2. Overload alarm.
3. Power failure alarm.
4. Relief Valves in power unit hydraulic system and telemotor unit hydraulic system.
(Set pressure 20 – 30% above Normal Working Pressure.)
5. Double shock valves. (Set to lift at about 100 bar, 10% above NWP: allowed rudder to give way when subjected to severe shock from heavy sea.)
6. Suitable working access to Steering Gear Room and Control, with guardrails and non-slip surface.
7. Quick response in 30 sec. from hard over to hard over, at full speed.
8. A fixed oil storage system.
Safety devices on Main Air Compressor:
1. Bursting Disc on Intercooler: (At waterside)
2. Bursting Disc and Fusible Plug (121°C) on Aftercooler
3. Automatic Moisture Drain Valve.
4. Relief valves on LP and HP stages. (Set to lift at 10% rise above normal stage pressure.)
5. Cooling water supply failure alarm.
6. Low LO pressure alarm.
7. Relief valve on crankcase LO pump.
8. Delivery air HT alarm on Aftercooler outlet. (Max. 93°C)
{LP discharge pressure 4 bars: HP discharge pressure 30 bars:
Intercooler inlet air 130°C: Intercooler outlet air 35°C:
Aftercooler inlet air 130°C: Aftercooler outlet air 35°C:
Intercooler is single pass type: Aftercooler, double pass U-tube type:}
Safety devices on Main Air Bottle:
1. Fusible plug.
2. Pressure Relief Valve
3. Low Air Pressure alarm.
4. Atmospheric Relief Valve.
5. Automatic or remote control Moisture Drain Valve.
Safety devices on Boiler:
1. Two nos. of Safety Valves.
2. Low and high Water Level alarms with transmitter.
3. Low and high FO Temperature alarms.
4. Low FO Pressure alarm.
5. Low Steam Pressure alarm.
6. Easing Gears on Safety Valves.
7. Fusible Plugs.
8. 2 Water Level Gauge Glasses.
9. Remote Water Level Indicators.
10. Flame Failure alarm.
11. Smoke Density alarm.
12. Air/fuel Ratio alarm.
Safety devices on Fridge Plant and Compressor:
1. Liquid Shock Valve on Cylinder Head.
2. Busting Disc on Cylinder Head, between Suction and Discharge manifold.
3. Gas LP cut-out.
4. Gas HP cut-out.
5. LO LP cut-out.
6. CW LP cut-out.
7. Relief Valve on Condenser.
8. Bursting Disc on Condenser. (if fitted)
9. Non-return Check Valves on each gas return line to Compressor.
Miscellaneous Calculations:
Specific Fuel Oil Consumption, SFOC.
SGc = Corrected specific gravity of fuel at measuring point temperature;
SGb = Specific gravity of bunker;
(Should be taken from lab report, if not taken from bunker note at 15°C )
T = Fuel oil temperature at measuring point.
SGc = SGb – [ 0.00064 (T– 15) ]
kW = Output of engine in kW.
Let daily fuel consumption is = C litres/day (obtained from Flow Meter reading)
= C/10³ m³/day
= C/10³ x SGc MT/day
= C/10³ x SGc x 10³ kg/day
= C x SGc x 10³ gm/day
C x SGc x 10 ³
SFOC = gm / kW hr
24 x kW
C x SGc x 10 ³
SFOC = gm / bhp hr
24 x BHP
This initial specific fuel consumption should be corrected for 3 factors:
i. Difference between actual scavenge air temperature and system standard of 45°C.
ii. Difference between actual turbo blower air inlet temperature and
system standard of 27°C.
iii. The net specific energy of fuel .
If daily fuel consumption is = C MT/day
C x SGc x 10⁶
SFOC = gm / kW hr
24 x kW
Specific Cylinder Lubricating Oil Consumption:
qa = Actual feed rate, gm / kW-hr.
Q = Measured value, litre / day
r = SGc, Corrected specific gravity of oil at measuring point temperature.
Le = Engine output, in kW
Q x 1000 x r
qa = gm / bhp hr
24 x Le
Slip Calculation:
P = Pitch in meter
N = Total revolutions/ day ( N = 60 x 24 x r.p.m. )
Theoretical distance = ( P x N ) / 1852 Nautical miles per day.
Theoretical Distance Actual Distance (Noon to Noon)
Slip % = x 100
Theoretical Distance
What is API scale of measurement? [FPS system]
Bunker Specific Gravity my be converted to degree API by the formula:
141.5
Degree API = – 131.5
Sp.Gr.
Degree API may be converted to Specific Gravity by:
141.5
Sp.Gr. =
at 15°C(59°F) 131.5 + degree API
Use Volume Correction Factor as per API gravity with exact oil temperature
at bunkering time.